

咨询热线:
13929464938 (微信同号)
咨询热线:
13929464938 (微信同号)
东莞协宏-注塑模成型原理,烘干的塑料颗粒通过成型机料斗进入成型机料筒,在加热片加热和螺杆旋转产生的剪切热的共同作用下塑料颗粒成为熔融状态, 熔融塑胶在成型机机头部分聚集,计量 螺杆停止转动,改为向前平动,挤压塑料熔体,塑胶进入模具浇注系统,然后流到模具成型型腔,通过模具本身热传导以及模具外加的冷却系统使塑胶冷却凝固冷却完全后,打开模具,成型机的顶出系统将产品顶出,同时成型机螺杆后退开始下一次塑胶熔融计量。
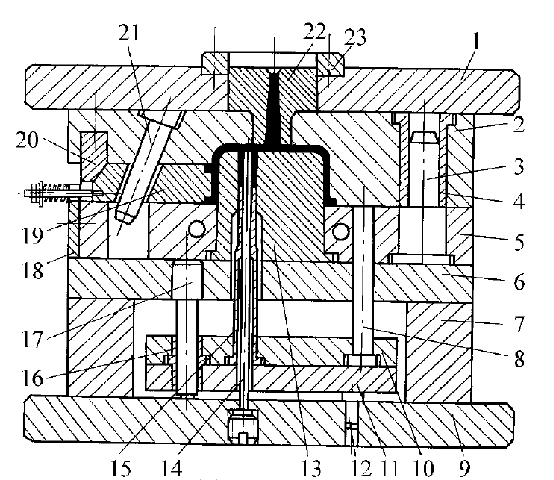
注塑模成型七大系统:浇注系统,导向系统,成型系统,抽芯系统,顶出系统,冷却系统,排气系统。
浇注系统:主流道,分流道,浇口,冷料井。如上页1 2.
导向系统:导柱,导套,定位块等。成型系统:模仁,镶块等。如上页3 4.抽芯系统:滑块,斜销等。
顶出系统:顶针,顶块等。如上页5 6.冷却系统:模具本身的散热,水路冷却。如上页6 7
排气系统:模具各镶件的配合间隙,顶针配合间隙,外加的排气槽。

注塑模成型介绍-其他辅助系统
运输板:在模具的运输、吊装过程中连接公母模,不至于公母模分开的一个小板。
铭牌:标识模具所有权,模具成型零件,模具制造时间,模具厂信息等。
吊模孔:架模时需要起重设备将模具吊起,为此在模板上加工的螺丝孔。单个模板都必须有吊模孔。
撬模坑:一般在模板的四个角的断差,主要为方便模具拆装,尤其是公模板一定要有,因为在模具从成形机上下来时,型腔压力会小于外接大气压,加上塑胶粘结,就必须将模具撬开。
微动开关:确认开模后,顶针板回复到位的确认开关。也可以用在油压缸行程开关。
挡尘板:顶出板的运动,需要一定的空间,在模具上这部分是开放的,很容易掉进其他东西,如扳手,料头等,加工模具卡死。这时在模具的上表面安装一块板遮挡以下,就是挡尘板。
计数器:显示模具完成多少次开合模





 全国服务热线
全国服务热线